/ N- [6 w2 S d1 w/ A/ R! h 
) c5 V/ l- N2 u/ R дёҖгҖҒжңәеәҠеҲҖе…·еӨ§иҮҙеҲҶзұ»
* M, t: e6 P8 I; ?7 R, s6 G еҲҖе…·еёёжҢүеҠ е·Ҙж–№ејҸе’Ңе…·дҪ“з”ЁйҖ”пјҢеҲҶдёәиҪҰеҲҖгҖҒеӯ”еҠ е·ҘеҲҖе…·гҖҒй“ЈеҲҖгҖҒжӢүеҲҖгҖҒиһәзә№еҲҖе…·гҖҒйҪҝиҪ®еҲҖе…·гҖҒиҮӘеҠЁзәҝеҸҠж•°жҺ§жңәеәҠеҲҖе…·е’Ңй“°еҲҖзӯүеҮ еӨ§зұ»еһӢгҖӮ
" v7 d3 s, g6 e" \+ T еҲҖе…·иҝҳеҸҜд»ҘжҢүе…¶е®ғж–№ејҸиҝӣиЎҢеҲҶзұ»пјҢ
, O& a' N+ z! @8 h' q5 i8 K% h
еҰӮжҢүжүҖз”Ёжқҗж–ҷеҲҶдёәй«ҳйҖҹй’ўеҲҖе…·гҖҒзЎ¬иҙЁеҗҲйҮ‘еҲҖе…·гҖҒйҷ¶з“·еҲҖе…·гҖҒз«Ӣж–№ж°®еҢ–зЎјпјҲCBNпјүеҲҖе…·е’ҢйҮ‘еҲҡзҹіеҲҖе…·зӯүпјӣ
+ L- T& {9 I c \5 z: e8 c7 ~ жҢүз»“жһ„еҲҶдёәж•ҙдҪ“еҲҖе…·гҖҒ镶зүҮеҲҖе…·гҖҒжңәеӨ№еҲҖе…·е’ҢеӨҚеҗҲеҲҖе…·зӯүпјӣ
' h5 N/ r: u; U6 ]* a" U# F2 }! Z( T жҢүжҳҜеҗҰж ҮеҮҶеҢ–еҲҶдёәж ҮеҮҶеҲҖе…·е’Ңйқһж ҮеҮҶеҲҖе…·зӯүгҖӮ
/ ]7 W9 @% t& l3 r" X5 J
5 T/ }) L/ g4 d& _$ v0 x$ ^
дәҢгҖҒеёёз”ЁеҲҖе…·з®Җд»Ӣ
+ [$ k3 e1 y k6 Q8 V/ i- r 1гҖҒиҪҰеҲҖ
: N; i- j3 \; L' ^0 @1 z
иҪҰеҲҖжҳҜйҮ‘еұһеҲҮеүҠдёҚдҪҝз”ЁзӯҫеҗҚеҠ е·Ҙдёӯеә”з”ЁжңҖе№ҝзҡ„дёҖз§ҚеҲҖе…·гҖӮе®ғеҸҜд»ҘеңЁиҪҰеәҠдёҠеҠ е·ҘеӨ–еңҶгҖҒз«Ҝе№ійқўгҖҒиһәзә№гҖҒеҶ…еӯ”пјҢд№ҹеҸҜз”ЁдәҺеҲҮж§Ҫе’ҢеҲҮж–ӯзӯүгҖӮиҪҰеҲҖеңЁз»“жһ„дёҠеҸҜеҲҶдёәж•ҙдҪ“иҪҰеҲҖгҖҒз„ҠжҺҘиЈ…й…ҚејҸиҪҰеҲҖе’Ңжңәжў°еӨ№еӣәеҲҖзүҮзҡ„иҪҰеҲҖгҖӮжңәжў°еӨ№еӣәеҲҖзүҮзҡ„иҪҰеҲҖеҸҲеҸҜеҲҶдёәжңәеәҠиҪҰеҲҖе’ҢеҸҜиҪ¬дҪҚиҪҰеҲҖгҖӮжңәжў°еӨ№еӣәиҪҰеҲҖзҡ„еҲҮеүҠжҖ§иғҪзЁіе®ҡпјҢе·ҘдәәдёҚеҝ…зЈЁеҲҖпјҢжүҖд»ҘеңЁзҺ°д»Јз”ҹдә§дёӯеә”з”Ёи¶ҠжқҘи¶ҠеӨҡгҖӮ
8 ^9 [6 M; g, G- v, x 2гҖҒеӯ”еҠ е·ҘеҲҖе…·
$ t1 \, F) p5 M% T% {" u* j/ X) V еӯ”еҠ е·ҘеҲҖе…·дёҖиҲ¬еҸҜеҲҶдёәдёӨеӨ§зұ»пјҡ
6 C0 ], y* r3 v5 N% K3 S
дёҖзұ»жҳҜд»Һе®һдҪ“жқҗж–ҷдёҠеҠ е·ҘеҮәеӯ”зҡ„еҲҖе…·пјҢеёёз”Ёзҡ„жңүйә»иҠұй’»гҖҒдёӯеҝғй’»е’Ңж·ұеӯ”й’»зӯүпјӣ
$ G3 R% |# L7 x2 {8 \
еҸҰдёҖзұ»жҳҜеҜ№е·Ҙ件дёҠе·Іжңүеӯ”иҝӣиЎҢеҶҚеҠ е·Ҙзҡ„еҲҖе…·пјҢеёёз”Ёзҡ„жңүжү©еӯ”й’»гҖҒй“°еҲҖеҸҠй•—еҲҖзӯүгҖӮ
4 s: G. x0 ~/ Z& Q4 T) y9 x' y
3гҖҒй“ЈеҲҖ
7 T, O" f R- | й“ЈеҲҖжҳҜдёҖз§Қеә”з”Ёе№ҝжіӣзҡ„еӨҡеҲғеӣһиҪ¬еҲҖе…·пјҢе…¶з§Қзұ»еҫҲеӨҡгҖӮжҢүз”ЁйҖ”еҲҶжңүпјҡ
2 G( j; @# U2 }* @& F& X
1пјүеҠ е·Ҙе№ійқўз”Ёзҡ„пјҢеҰӮеңҶжҹұе№ійқўй“ЈеҲҖгҖҒз«Ҝй“ЈеҲҖзӯүпјӣ
# Z" d/ h9 m+ n/ U
2пјүеҠ е·ҘжІҹж§Ҫз”Ёзҡ„пјҢеҰӮз«Ӣй“ЈеҲҖгҖҒTеҪўеҲҖе’Ңи§’еәҰй“ЈеҲҖзӯүпјӣ
. _8 H' w8 E" p$ j/ X+ r( ~ 3пјүеҠ е·ҘжҲҗеҪўиЎЁйқўз”Ёзҡ„пјҢеҰӮеҮёеҚҠеңҶе’ҢеҮ№еҚҠеңҶй“ЈеҲҖе’ҢеҠ е·Ҙе…¶е®ғеӨҚжқӮжҲҗеҪўиЎЁйқўз”Ёзҡ„й“ЈеҲҖгҖӮй“ЈеүҠзҡ„з”ҹдә§зҺҮдёҖиҲ¬иҫғй«ҳпјҢеҠ е·ҘиЎЁйқўзІ—зіҷеәҰеҖјиҫғеӨ§гҖӮ
# f* q, r$ V8 l2 Q. i* W
4гҖҒжӢүеҲҖ
% Z# A( }& Y' }9 z( D! `$ H! F( F+ a
жӢүеҲҖжҳҜдёҖз§ҚеҠ е·ҘзІҫеәҰе’ҢеҲҮеүҠж•ҲзҺҮйғҪжҜ”иҫғй«ҳзҡ„еӨҡйҪҝеҲҖе…·пјҢе№ҝжіӣеә”з”ЁдәҺеӨ§жү№йҮҸз”ҹдә§дёӯпјҢеҸҜеҠ е·Ҙеҗ„з§ҚеҶ…гҖҒеӨ–иЎЁйқўгҖӮжӢүеҲҖжҢүжүҖеҠ е·Ҙе·Ҙ件表йқўзҡ„дёҚеҗҢпјҢеҸҜеҲҶдёәеҗ„з§ҚеҶ…жӢүеҲҖе’ҢеӨ–жӢүеҲҖдёӨзұ»гҖӮдҪҝз”ЁжӢүеҲҖеҠ е·Ҙж—¶пјҢйҷӨдәҶиҰҒж №жҚ®е·Ҙ件жқҗж–ҷйҖүжӢ©еҲҖйҪҝзҡ„еүҚи§’гҖҒеҗҺи§’пјҢж №жҚ®е·Ҙ件еҠ е·ҘиЎЁйқўзҡ„е°әеҜёпјҲеҰӮеңҶеӯ”зӣҙеҫ„пјүзЎ®е®ҡжӢүеҲҖе°әеҜёеӨ–пјҢиҝҳйңҖиҰҒзЎ®е®ҡдёӨдёӘеҸӮж•°пјҡ
7 K+ s" y7 `0 X8 F; }1 s( X0 S' Z' t9 G
пјҲ1пјүйҪҝеҚҮи§’af[еҚіеүҚеҗҺдёӨеҲҖйҪҝпјҲжҲ–йҪҝз»„пјүзҡ„еҚҠеҫ„жҲ–й«ҳеәҰд№Ӣе·®]пјӣ
+ T) ?5 ~9 T0 W" j пјҲ2пјүйҪҝи·қp[еҚізӣёйӮ»дёӨеҲҖйҪҝд№Ӣй—ҙзҡ„иҪҙеҗ‘и·қзҰ»]гҖӮ
% |# d2 h" @7 a3 M9 g 5гҖҒиһәзә№еҲҖе…·
{0 a; i3 ]$ J# j, Z9 E иһәзә№еҸҜз”ЁеҲҮеүҠжі•е’Ңж»ҡеҺӢжі•иҝӣиЎҢеҠ е·ҘгҖӮ
0 G* _2 P4 [# g% K0 u! Q- j 6гҖҒйҪҝиҪ®еҲҖе…·
3 K$ `! f- T u, w4 y0 G5 S йҪҝиҪ®еҲҖе…·жҳҜз”ЁдәҺеҠ е·ҘйҪҝиҪ®йҪҝеҪўзҡ„еҲҖе…·гҖӮжҢүеҲҖе…·зҡ„е·ҘдҪңеҺҹзҗҶпјҢйҪҝиҪ®еҲҶдёәжҲҗеҪўйҪҝиҪ®еҲҖе…·е’Ңеұ•жҲҗйҪҝиҪ®еҲҖе…·гҖӮеёёз”Ёзҡ„жҲҗеҪўйҪҝиҪ®еҲҖе…·жңүзӣҳеҪўйҪҝиҪ®й“ЈеҲҖе’ҢжҢҮеҪўйҪҝиҪ®еҲҖе…·зӯүгҖӮеёёз”Ёзҡ„еұ•жҲҗйҪҝиҪ®еҲҖе…·жңүжҸ’йҪҝеҲҖгҖҒйҪҝиҪ®ж»ҡеҲҖе’ҢеүғйҪҝеҲҖзӯүгҖӮйҖүз”ЁйҪҝиҪ®ж»ҡеҲҖе’ҢжҸ’йҪҝеҲҖж—¶пјҢеә”жіЁж„Ҹд»ҘдёӢеҮ зӮ№пјҡ
0 q4 t# q- f( ?7 O! @
пјҲ1пјүеҲҖе…·еҹәжң¬еҸӮж•°пјҲжЁЎж•°гҖҒйҪҝеҪўи§’гҖҒйҪҝйЎ¶й«ҳзі»ж•°зӯүпјүеә”дёҺиў«еҠ е·ҘйҪҝиҪ®зӣёеҗҢгҖӮ
' f2 a2 G# {* m: S" } пјҲ2пјүеҲҖе…·зІҫеәҰзӯүзә§еә”дёҺиў«еҠ е·ҘйҪҝиҪ®иҰҒжұӮзҡ„зІҫеәҰзӯүзә§зӣёеҪ“гҖӮ
. A3 D* w4 Z" u& a: C" Y4 C пјҲ3пјүеҲҖе…·ж—Ӣеҗ‘еә”е°ҪеҸҜиғҪдёҺиў«еҠ е·ҘйҪҝиҪ®зҡ„ж—Ӣеҗ‘зӣёеҗҢгҖӮж»ҡеҲҮзӣҙйҪҝиҪ®ж—¶пјҢдёҖиҲ¬з”Ёе·Ұж—ӢйҪҝеҲҖгҖӮ
) F+ m6 @) m/ o7 } 7иҮӘеҠЁзәҝдёҺж•°жҺ§жңәеәҠеҲҖе…·
/ ]" k6 X D+ i1 n6 c
иҝҷзұ»еҲҖе…·зҡ„еҲҮеүҠйғЁеҲҶжҖ»зҡ„жқҘиҜҙдёҺдёҖиҲ¬еҲҖе…·жІЎжңүеӨҡеӨ§еҢәеҲ«дёҚеҗҢжғ…еҶөпјҢеҸӘжҳҜдёәдәҶйҖӮеә”ж•°жҺ§жңәеәҠе’ҢиҮӘеҠЁзәҝеҠ е·Ҙзҡ„зү№зӮ№пјҢеҜ№е®ғ们жҸҗеҮәдәҶжӣҙй«ҳзҡ„иҰҒжұӮгҖӮ
3 @) Y% K0 S) `' y) u7 P
ж•°жҺ§еҲҖе…·е·ІеҪўжҲҗдёүеӨ§зі»з»ҹпјҡиҪҰеүҠеҲҖе…·зі»з»ҹпјҢй’»еүҠеҲҖе…·зі»з»ҹе’Ңй•—й“ЈеҲҖе…·зі»з»ҹгҖӮ
" e% g6 e' @2 |9 r! V. G дёүгҖҒеёёз”Ёи§„ж јеҲҖе…·з§Қзұ»е’Ңеә”з”Ё
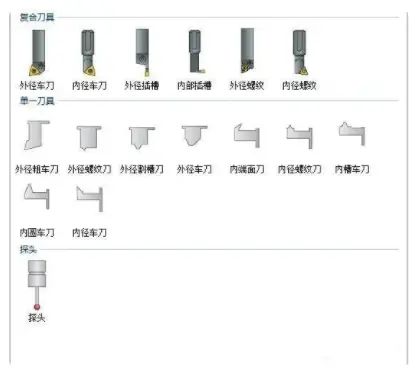
" J1 y) W) \! i0 x2 C 1гҖҒиҪҰеҲҖдёҖиҲ¬дҪҝз”ЁиҪҰеҲҖе°–еһӢејҸжңүдёӢеҲ—еҮ з§Қ
4 T% W- G9 R' s5 `
1пјҡ
/ }. z% ^' e# F: r- v% v2 s) `
(1)зІ—иҪҰеҲҖпјҡдё»иҰҒжҳҜз”ЁжқҘеҲҮеүҠеӨ§йҮҸдё”еӨҡдҪҷйғЁд»ҪдҪҝе·ҘдҪңзү©зӣҙеҫ„жҺҘиҝ‘йңҖиҰҒзҡ„е°әеҜёгҖӮзІ—иҪҰж—¶иЎЁйқўе…үеәҰдёҚйҮҚиҰҒпјҢеӣ жӯӨиҪҰеҲҖе°–еҸҜз ”зЈЁжҲҗе°–й”җзҡ„еҲҖеі°пјҢдҪҶжҳҜеҲҖеі°йҖҡеёёиҰҒжңүеҫ®е°Ҹзҡ„еңҶеәҰд»ҘйҒҝе…Қж–ӯиЈӮгҖӮ
9 z& c a9 J3 O6 w% a
(2)зІҫиҪҰеҲҖпјҡжӯӨеҲҖеҲғиҪҰеҮәжқҘзҡ„е·Ҙ件йқһеёёеңҶж»‘зҡ„иЎЁйқўе…үеәҰпјҢдёҖиҲ¬жқҘиҜҙзІҫиҪҰеҲҖд№ӢеңҶйј»жҜ”зІ—иҪҰеҲҖеӨ§гҖӮ
" C% M" Y; o+ k: } (3)еңҶйј»иҪҰеҲҖпјҡеҸҜйҖӮз”Ёи®ёеӨҡдёҚеҗҢеһӢејҸзҡ„е·ҘдҪңжҳҜеұһдәҺеёёз”ЁиҪҰеҲҖпјҢзЈЁе№ійЎ¶йқўж—¶еҸҜе·ҰеҸіиҪҰеүҠд№ҹеҸҜз”ЁжқҘиҪҰеүҠй»„й“ңгҖӮжӯӨиҪҰеҲҖд№ҹеҸҜеңЁиӮ©и§’дёҠеҪўжҲҗеңҶеј§йқўпјҢд№ҹеҸҜеҪ“зІҫиҪҰеҲҖжқҘдҪҝз”ЁгҖӮ
. f) K7 m3 G* z
(4)еҲҮж–ӯиҪҰеҲҖпјҡеҸӘз”Ёз«ҜйғЁеҲҮеүҠе·ҘдҪңзү©пјҢжӯӨиҪҰеҲҖеҸҜз”ЁжқҘеҲҮж–ӯжқҗж–ҷеҸҠиҪҰеәҰжІҹж§ҪгҖӮ
@3 ^, v, m% |) V* S- w- K (5)иһәдёқиҪҰеҲҖ(зүҷеҲҖ)пјҡз”ЁдәҺиҪҰеүҠиһәжқҶжҲ–иһәеёҪпјҢдҫқиһәзә№зҡ„еҪўејҸеҲҶ60еәҰпјҢжҲ–55еәҰVеһӢзүҷеҲҖпјҢ29еәҰжўҜеҪўзүҷеҲҖгҖҒж–№еҪўзүҷеҲҖгҖӮ
5 G" Q- K3 B9 Y/ y
(6)жҗӘеӯ”иҪҰеҲҖпјҡз”Ёд»ҘиҪҰеүҠй’»иҝҮжҲ–й“ёеҮәзҡ„еӯ”гҖӮиҫҫиҮіе…үеҲ¶е°әеҜёжҲ–зңҹзӣҙеӯ”йқўдёәзӣ®зҡ„гҖӮ
/ V7 [$ `) b; M) ~( r& F5 j, F( y
(7)дҫ§йқўиҪҰеҲҖжҲ–дҫ§иҪҰеҲҖпјҡз”ЁжқҘиҪҰеүҠе·ҘдҪңзү©з«ҜйқўпјҢеҸідҫ§иҪҰеҲҖйҖҡеёёз”ЁеңЁзІҫиҪҰиҪҙзҡ„жңӘз«ҜпјҢе·Ұдҫ§иҪҰеҲҷз”ЁжқҘзІҫиҪҰиӮ©йғЁзҡ„е·Ұдҫ§йқўгҖӮ
9 |& |, J# A+ u) W! o8 \
2пјҡеӣ е·Ҙ件д№ӢеҠ е·Ҙж–№ејҸдёҚеҗҢиҖҢйҮҮз”ЁдёҚеҗҢзҡ„еҲҖеҲғеӨ–еҪўпјҢдёҖиҲ¬еҸҜеҢәеҲҶдёәпјҡ
( `: P ]0 S0 @0 T4 M8 A7 v (1)еҸіжүӢиҪҰеҲҖпјҡз”ұеҸіеҗ‘е·ҰпјҢиҪҰеүҠе·Ҙ件еӨ–еҫ„гҖӮ
8 l1 n* `- q# q1 V+ i/ n (2)е·ҰжүӢиҪҰеҲҖпјҡз”ұе·Ұеҗ‘еҸіпјҢиҪҰеүҠе·Ҙ件еӨ–еҫ„гҖӮ
0 m! v" E/ K" ~: ]' d8 c, d% q (3)еңҶйј»иҪҰеҲҖпјҡеҲҖеҲғдёәеңҶеј§еҪўпјҢеҸҜд»Ҙе·ҰеҸіж–№еҗ‘иҪҰеүҠпјҢйҖӮеҗҲеңҶи§’жҲ–жӣІйқўд№ӢиҪҰеүҠгҖӮ
: }: Q! d1 C3 P* J) N* J* [: T
(4)еҸідҫ§иҪҰеҲҖпјҡиҪҰеүҠеҸідҫ§з«ҜйқўгҖӮ
% D/ `& V R1 |+ n/ n, c" k (5)е·Ұдҫ§иҪҰеҲҖпјҡиҪҰеүҠе·Ұдҫ§з«ҜйқўгҖӮ
4 A' U- `! e0 o" `# y2 l6 \1 l (6)еҲҮж–ӯеҲҖпјҡз”ЁдәҺеҲҮж–ӯжҲ–еҲҮж§ҪгҖӮ
8 ^; s' A& [+ _+ q% s O/ m
(7)еҶ…еӯ”иҪҰеҲҖпјҡз”ЁдәҺиҪҰеүҠеҶ…еӯ”гҖӮ
9 Z& h& K7 ~% p (8)еӨ–иһәзә№иҪҰеҲҖпјҡз”ЁдәҺиҪҰеүҠеӨ–иһәзә№гҖӮ
( `1 ^ E/ G2 g, T1 V
(9)еҶ…иһәзә№иҪҰеҲҖпјҡз”ЁдәҺиҪҰеүҠеҶ…иһәзә№гҖӮ
2 n' G5 @6 q4 ^. w4 O
3пјҡеӯ”еҠ е·ҘеҲҖе…·
; h2 k8 h" O1 ]% U2 @" c2 _, ` дёҖзұ»жҳҜд»Һе®һдҪ“жқҗж–ҷдёҠеҠ е·ҘеҮәеӯ”зҡ„еҲҖе…·;
4 u9 W- o. J" ~: y
еҸҰдёҖзұ»жҳҜеҜ№е·Ҙ件дёҠе·Іжңүеӯ”иҝӣиЎҢеҶҚеҠ е·Ҙзҡ„еҲҖе…·.
, L2 s# N7 z/ g
еёёз”Ёзҡ„й’»еӨҙдё»иҰҒжңүйә»иҠұй’»гҖҒжүҒй’»гҖҒдёӯеҝғй’»гҖҒж·ұеӯ”й’»е’ҢеҘ—ж–ҷй’»гҖӮжү©еӯ”й’»е’Ңй”Әй’»иҷҪдёҚиғҪеңЁе®һдҪ“жқҗж–ҷдёҠй’»еӯ”,дҪҶд№ жғҜдёҠд№ҹе°Ҷе®ғ们еҪ’е…Ҙй’»еӨҙдёҖзұ»гҖӮ
8 W. L! }' S$ _3 M
й’»еӨҙжҳҜз”ЁжқҘеңЁе®һдҪ“жқҗж–ҷдёҠй’»еүҠеҮәйҖҡеӯ”жҲ–зӣІеӯ”пјҢ并иғҪеҜ№е·Іжңүзҡ„еӯ”жү©еӯ”зҡ„еҲҖе…·
( [+ u6 x" E9 S
й“°еҲҖжҢүдҪҝз”Ёжғ…еҶөжқҘзңӢжңүжүӢз”Ёй“°еҲҖе’Ңжңәз”Ёй“°еҲҖпјҢжңәз”Ёй“°еҲҖеҸҲеҸҜеҲҶдёәзӣҙжҹ„й“°еҲҖе’Ңй”Ҙжҹ„й“°еҲҖгҖӮжүӢз”Ёзҡ„еҲҷжҳҜзӣҙжҹ„еһӢзҡ„гҖӮ
& I' o* M+ U" J6 O4 d3 K& s$ G4 S жҢүдёҚеҗҢзҡ„з”ЁйҖ”й“°еҲҖеҸҜеҲҶи®ёеӨҡз§ҚпјҢеӣ жӯӨе…ідәҺй“°еҲҖзҡ„ж ҮеҮҶд№ҹжҜ”иҫғеӨҡ
3 F! H. S2 W3 D; ] й“°еҲҖз”ЁдәҺй“°еүҠе·Ҙ件дёҠе·Ій’»еүҠпјҲжҲ–жү©еӯ”пјүеҠ е·ҘеҗҺзҡ„еӯ”пјҢдё»иҰҒжҳҜдёәдәҶжҸҗй«ҳеӯ”зҡ„еҠ е·ҘзІҫеәҰпјҢйҷҚдҪҺе…¶иЎЁйқўзҡ„зІ—зіҷеәҰпјҢжҳҜз”ЁдәҺеӯ”зҡ„зІҫеҠ е·Ҙе’ҢеҚҠзІҫеҠ е·Ҙзҡ„еҲҖе…·пјҢеҠ е·ҘдҪҷйҮҸдёҖиҲ¬еҫҲе°Ҹ,з»ҸиҝҮз»һеҲҖеҠ е·ҘеҗҺзҡ„
4 ~' c: V# o( k

( [2 g8 B3 ~" C6 f! w1 b 4гҖҒй“ЈеҲҖ
. S0 t* J+ v- @ }3 Q) m$ s й“ЈеҲҖз§Қзұ»еҸҠе…¶з”ЁйҖ”пјҡ
/ H/ B |5 z. `$ O# [% E2 ] еӨ§дҪ“дёҠеҲҶдёәпјҡ
; c [( s" c5 h& b9 T# i& W+ ?
1.е№іеӨҙй“ЈеҲҖпјҢиҝӣиЎҢзІ—й“ЈпјҢеҺ»йҷӨеӨ§йҮҸжҜӣеқҜпјҢе°Ҹйқўз§Ҝж°ҙе№іе№ійқўжҲ–иҖ…иҪ®е»“зІҫй“Јпјӣ
" E2 i$ H) p& |! d4 q
2.зҗғеӨҙй“ЈеҲҖпјҢиҝӣиЎҢжӣІйқўеҚҠзІҫй“Је’ҢзІҫй“Јпјӣе°ҸеҲҖеҸҜд»ҘзІҫй“ЈйҷЎеіӯйқў/зӣҙеЈҒзҡ„е°ҸеҖ’и§’
" L# b' m7 o! r# A 3.е№іеӨҙй“ЈеҲҖеёҰеҖ’и§’пјҢеҸҜеҒҡзІ—й“ЈеҺ»йҷӨеӨ§йҮҸжҜӣеқҜпјҢиҝҳеҸҜзІҫй“Јз»Ҷе№іжӯЈйқўпјҲзӣёеҜ№дәҺйҷЎеіӯйқўпјүе°ҸеҖ’и§’гҖӮ
( W4 K# l, Y- E1 Z8 W 4.жҲҗеһӢй“ЈеҲҖпјҢеҢ…жӢ¬еҖ’и§’еҲҖпјҢTеҪўй“ЈеҲҖжҲ–еҸ«йј“еһӢеҲҖпјҢйҪҝеҪўеҲҖпјҢеҶ…RеҲҖгҖӮ
# ~, b1 L. ?1 l1 S% I% t# J2 y0 | 5.еҖ’и§’еҲҖпјҢеҖ’и§’еҲҖеӨ–еҪўдёҺеҖ’и§’еҪўзҠ¶зӣёеҗҢпјҢеҲҶдёәй“ЈеңҶеҖ’и§’е’Ңж–ңеҖ’и§’зҡ„й“ЈеҲҖгҖӮ
/ F1 @' d. b0 T 6.TеһӢеҲҖпјҢеҸҜй“ЈTеһӢж§Ҫпјӣ
; ?6 ~8 Q# O4 z5 n6 y 7.йҪҝеҪўеҲҖпјҢй“ЈеҮәеҗ„з§ҚйҪҝеҪўпјҢжҜ”еҰӮйҪҝиҪ®гҖӮ
/ |* z+ l: C1 z4 ^# n+ J: Y
8.зІ—зҡ®еҲҖпјҢй’ҲеҜ№й“қй“ңеҗҲйҮ‘еҲҮеүҠи®ҫи®Ўд№ӢзІ—й“ЈеҲҖпјҢеҸҜеҝ«йҖҹеҠ е·Ҙ
1 B( u+ V" x: `# a
9.жӢүеҲҖ
0 v) E0 _$ u2 [3 m+ q еҶ…жӢүеҲҖз”ЁдәҺеҠ е·Ҙеҗ„з§Қе»“еҪўзҡ„еҶ…еӯ”иЎЁйқўпјҢе…¶жӢүеҲҖеҗҚз§°дёҖиҲ¬йғҪжңүиў«еҠ е·Ҙеӯ”зҡ„еҪўзҠ¶жқҘзЎ®е®ҡпјҢеҰӮеңҶеӯ”жӢүеҲҖгҖҒеӣӣгҖҒе…ӯж–№жӢүеҲҖгҖҒй”®ж§ҪжӢүеҲҖгҖҒиҠұй”®жӢүеҲҖзӯүгҖӮ
" p& A! `% y- |/ B3 }7 Z
еҶ…жӢүеҲҖиҝҳеҸҜд»ҘеҠ е·Ҙиһәж—ӢеҶ…иҠұй”®пјҢеҶ…йҪҝиҪ®гҖӮеҶ…жӢүеҲҖеҸҜеҠ е·Ҙзҡ„еӯ”еҫ„йҖҡеёёдёә10-120mmпјҢеңЁзү№ж®Ҡжғ…еҶөдёӢеҸҜеҠ е·ҘеҲ°5-400mmпјҢжӢүеүҠзҡ„ж§Ҫе®ҪдёҖиҲ¬дёә3-100mmпјҢеӯ”зҡ„й•ҝеәҰдёҖиҲ¬дёҚи¶…иҝҮзӣҙеҫ„зҡ„3еҖҚпјҢзү№ж®Ҡжғ…еҶөдёӢеҸҜиҫҫеҲ°2mгҖӮ
4 T) U _* E! V: Y G3 a- b( X& W7 T еӨ–жӢүеҲҖз”ЁдәҺеҠ е·Ҙеҗ„з§ҚзғӨжҲҝзҡ„еӨ–иЎЁйқўпјҢеҰӮе№ійқўгҖҒжҲҗеһӢиЎЁйқўгҖҒж§Ҫзә№гҖҒжұҪиҪ®жңәдёӯзҡ„еӨҚжқӮжҰ«ж§Ҫе’ҢжҰ«еӨҙд»Ҙд»Јжӣҝиҝҷдәӣйӣ¶д»¶зҡ„й“ЈгҖҒеҲЁгҖҒзЈЁзӯүеҠ е·ҘпјҢзү№еҲ«йҖӮеҗҲз”ЁдёҺжұҪиҪҰгҖҒж‘©жүҳиҪҰгҖҒжӢ–жӢүжңәзӯүеӨ§жү№йҮҸз”ҹдә§дёӯзҡ„жҹҗдәӣйӣ¶д»¶иЎЁйқўгҖӮ
7 a/ r2 n* U6 L* l$ J
жӢүеҲҖжҢүжңәжһ„еҲҶеҸҜеҲҶдёәж•ҙдҪ“ејҸе’Ңз»„еҗҲејҸпјҲиЈ…й…ҚејҸпјүдёӨеӨ§зұ»пјҢдёӯеҝғи§„ж јзҡ„еҶ…жӢүеҲҖйғҪеҒҡжҲҗж•ҙдҪ“ејҸпјҢеӨ§и§„ж јзҡ„еҶ…жӢүеҲҖе’ҢеӨ§йғЁеҲҶеӨ–жӢүеҲҖеӨҡеҒҡжҲҗз»„еҗҲејҸгҖӮ
$ S5 s" ?! z: d( V- n ж №жҚ®жӢүеҲҖеҲҖйҪҝжқҗж–ҷеҸҲеҲҶдёә:й«ҳйҖҹй’ўжӢүеҲҖе’ҢзЎ¬иҙЁеҗҲйҮ‘жӢүеҲҖгҖӮ
& f4 Q Z5 [) ^6 M$ ^ g 5гҖҒиһәзә№еҲҖе…·
9 C/ \* H. h" U3 H иһәзә№еҲҖе…·жҳҜз”ЁжқҘеҠ е·Ҙйӣ¶д»¶иЎЁйқўиһәзә№зҡ„пјҢе®ғжңүеӨҡз§ҚеҪўејҸгҖӮ
9 B, y7 x! M. p" m4 F$ q1 }
жҢүз…§иһәзә№зҡ„з§Қзұ»гҖҒзІҫеәҰе’Ңз”ҹдә§жү№йҮҸзҡ„дёҚеҗҢпјҢеҸҜд»ҘйҮҮз”ЁдёҚеҗҢзҡ„ж–№жі•е’Ңиһәзә№еҲҖе…·жқҘеҠ е·Ҙиһәзә№гҖӮ
, A* S2 b$ a, t жҢүеҠ е·Ҙж–№жі•дёҚеҗҢпјҢиһәзә№еҲҖе…·еҸҜеҲҶдёәеҲҮеүҠжі•е’Ңж»ҡеҺӢеҠ е·Ҙжі•дёӨеӨ§зұ»гҖӮ
3 E$ {4 k# G" u5 U$ V+ f
еҲҮеүҠеҠ е·Ҙиһәзә№еҲҖе…· пјҡиһәзә№иҪҰеҲҖпјҢдёқй”ҘпјҢжқҝзүҷпјҢиһәзә№й“ЈеҲҖпјҢжңүиҮӘеҠЁејҖеҗҲзҡ„иһәзә№еҲҮеӨҙгҖӮ
$ W; L5 f9 z8 d* h4 A3 T4 e' I ж»ҡеҺӢеҠ е·Ҙиһәзә№еҲҖе…·пјҡж»ҡдёқиҪ®е’Ңжҗ“дёқжқҝгҖӮ
' c( I; h& p* M5 m" [
6гҖҒйҪҝиҪ®еҲҖе…·
( w8 v' ~4 X M/ x$ H' P0 \% x йҪҝиҪ®еҲҖе…·жҳҜжҢҮеҠ е·ҘйҪҝиҪ®йҪҝеҪўзҡ„еҲҖе…·гҖӮ
, [% }8 [/ d" a- |% W0 Z' ~+ c
жҢүиў«еҠ е·ҘйҪҝиҪ®зұ»еҪўеҲҶ
) _0 S$ K2 Z: d+ z) s, t
жёҗејҖзәҝйҪҝиҪ®еҲҖе…·пјҡ
8 F+ I4 c1 l' W- V8 T. Z0 t# ` (1) еҠ е·ҘеңҶжҹұйҪҝиҪ®еҲҖе…·пјҡеҰӮйҪҝиҪ®й“ЈеҲҖгҖҒжӢүеҲҖгҖҒж»ҡеҲҖгҖҒжҸ’йҪҝеҲҖгҖҒеүғйҪҝеҲҖзӯүпјӣ
- |) H4 A+ i! ~- Q
(2) еҠ е·Ҙиң—иҪ®еҲҖе…·пјҡеҰӮиң—иҪ®ж»ҡеҲҖгҖҒйЈһеҲҖгҖҒиң—иҪ®еүғеҲҖзӯүпјӣ
e% o7 J: g" {2 V. Z (3) еҠ е·Ҙй”ҘйҪҝиҪ®еҲҖе…·пјҡеҰӮйҪҝиҪ®еҲЁеҲҖгҖҒй”ҘйҪҝиҪ®й“ЈеҲҖзӣҳзӯүпјӣ
. r* `9 r6 a& s& g9 Z _$ o йқһжёҗејҖзәҝйҪҝеҪўеҲҖе…·пјҡ
6 S; `% d2 X/ d
еҰӮж‘ҶзәҝйҪҝиҪ®еҲҖе…·гҖҒиҠұй”®ж»ҡеҲҖгҖҒй“ҫиҪ®ж»ҡеҲҖзӯүгҖӮ
4 O" [7 G1 ~6 g' s 7гҖҒиҮӘеҠЁзәҝдёҺж•°жҺ§жңәеәҠеҲҖе…·
( z/ h: g" q: L7 J5 ~& o1 Y& b$ t
ж•°жҺ§еҲҖе…·е·ІеҪўжҲҗдёүеӨ§зі»з»ҹпјҡиҪҰеүҠеҲҖе…·зі»з»ҹпјҢй’»еүҠеҲҖе…·зі»з»ҹе’Ңй•—й“ЈеҲҖе…·зі»з»ҹгҖӮ
- W0 S8 x+ w$ }7 I0 P иҪҰеүҠеҲҖе…·:еҲҶеӨ–еңҶгҖҒеҶ…еӯ”гҖҒеӨ–иһәзә№гҖҒеҶ…иһәзә№пјҢеҲҮж§ҪгҖҒеҲҮз«ҜйқўгҖҒеҲҮз«ҜйқўзҺҜж§ҪгҖҒеҲҮж–ӯзӯүгҖӮ
. J& ^+ o. d0 D6 F- N! A% g й’»еүҠеҲҖе…·:еҲҶе°Ҹеӯ”гҖҒзҹӯеӯ”гҖҒж·ұеӯ”гҖҒж”»иһәзә№гҖҒй“°еӯ”зӯүгҖӮ
- E1 V9 b/ Y: @6 |5 F( O2 y' O! ^1 g
й•—еүҠеҲҖе…·:еҲҶзІ—й•—гҖҒзІҫй•—зӯүеҲҖе…·пјҢ
. }* g- m4 A8 Q$ K6 ~
й“ЈеүҠеҲҖе…·:еҲҶйқўй“ЈгҖҒз«Ӣй“ЈгҖҒдёүйқўеҲғй“ЈзӯүеҲҖе…·гҖӮ
0 U, J) Y' C1 F( ]